Rapid Prototyping at CAMPUS 02
Since 2010, the Degree Programmes in Automation Technology at CAMPUS 02 have had their own rapid prototyping laboratory. In this lab, we develop prototypes and support specific solutions by using additive manufacturing methods. In particular, our expertise includes process-specific know-how in the following generative manufacturing technologies: fused fabrication filament (FFF/FDM/FLM), stereolithography (SLA) and 3D printing (3DP). Through different projects we investigate the fields of applications for the technologies regarding their boundaries and improve the methods by means of cooperative research. The findings of our scientific work are then used in cooperation projects for and together with Styrian companies.
Rapid prototyping improves efficiency in product development and can help gain a competitive edge due to:
- Reasonably priced and fast manufacturing of functional prototypes and models
- Short innovation cycles that lead to significantly shorter development times
- Effective manufacturing of small batches without costly tools
- Discovery of deficiencies at a very early stage in the development process
If you are interested, but are not quite sure if your product can or should be printed in 3D or if you have not yet decided which type of 3D printing is best for your application, please do not hesitate to contact us. The CAMPUS 02 team will support you in making a decision, offers individual consulting and is open for new projects. Please call us or send us an email:
Contact:
Christian Gasser
Tel.: +43 316 6002 – 8118
Email: christian.gasser@campus02.at
Available Laboratory Equipment
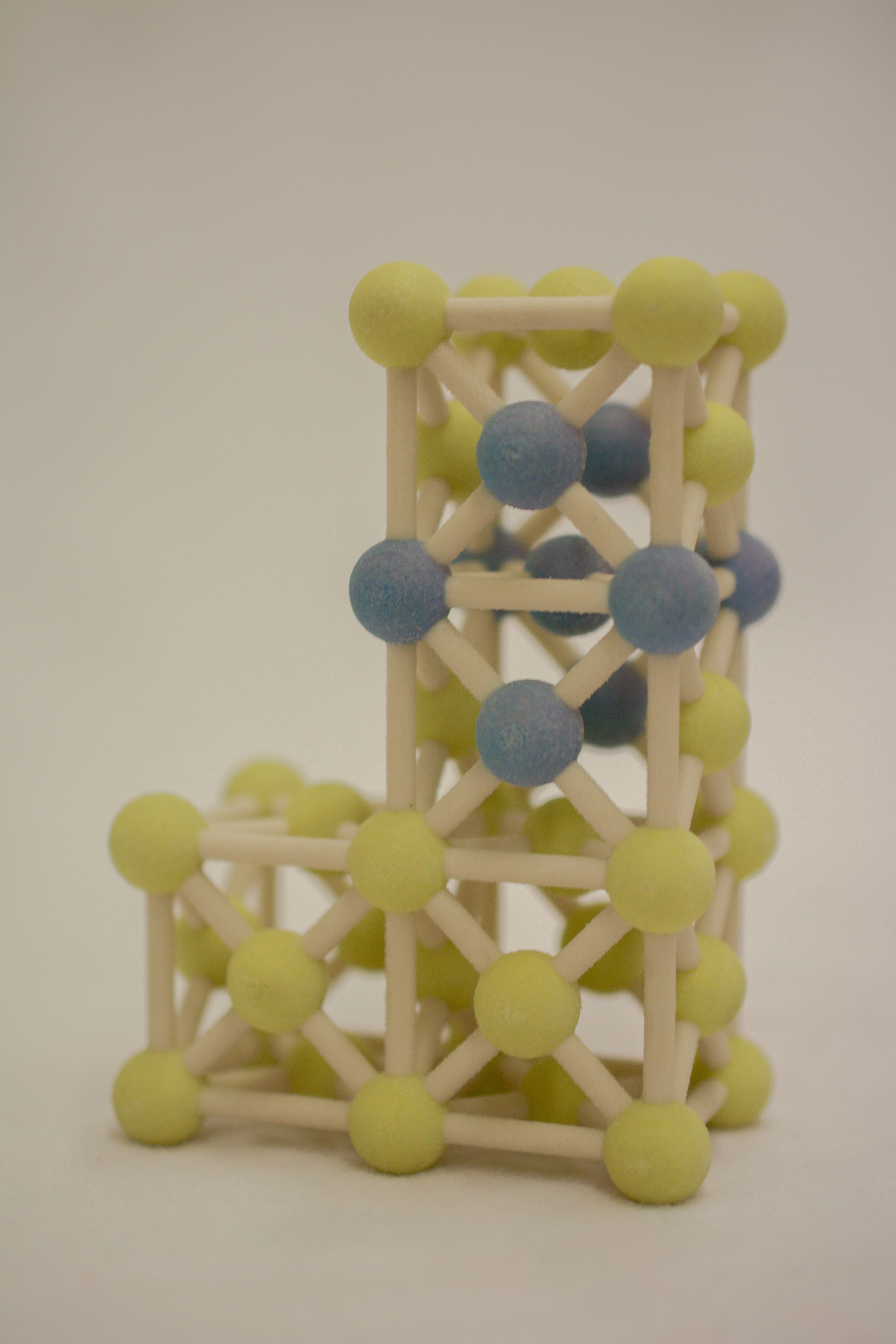
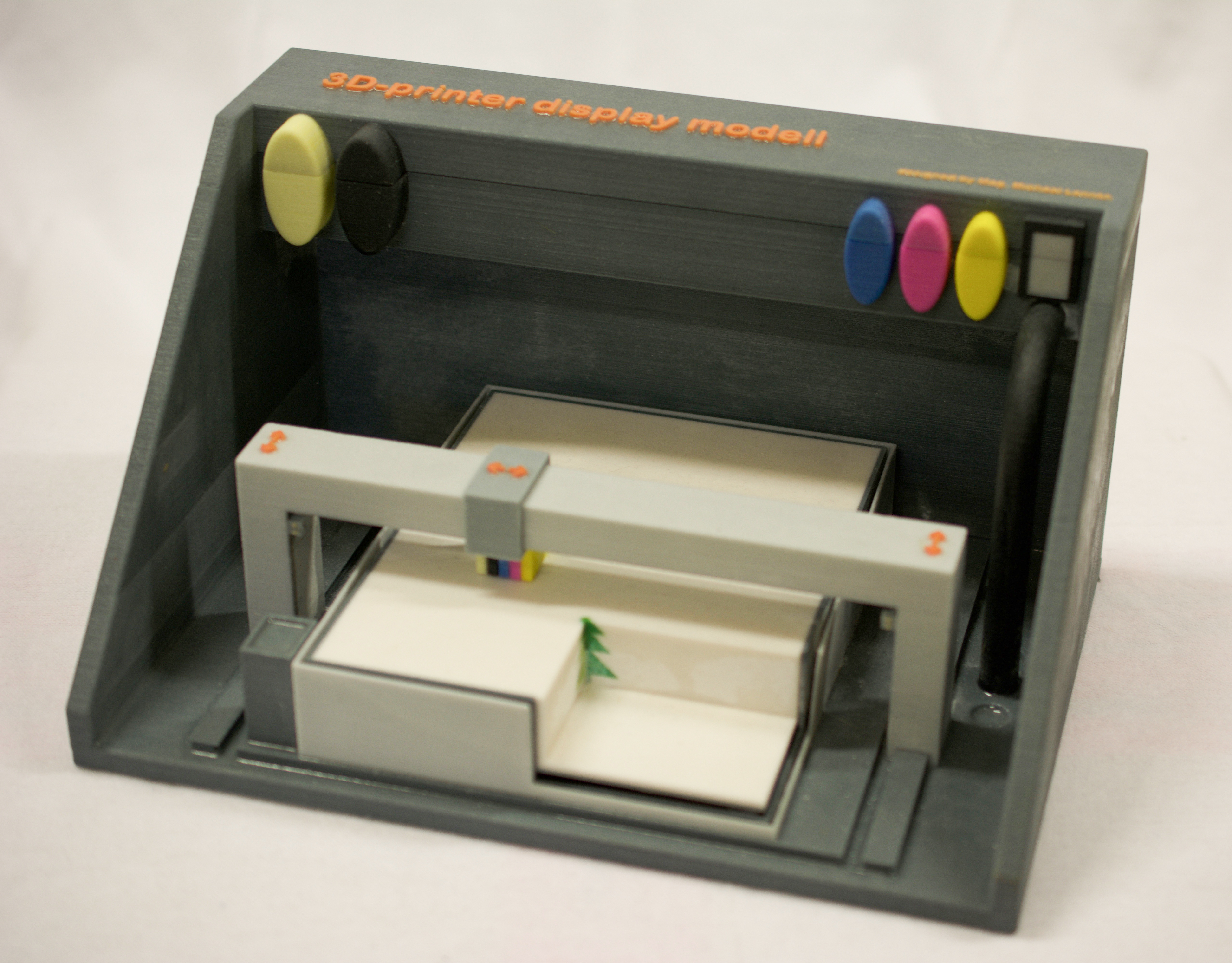
3D-Printing (Z Corporation Zprinter 650)
The process of 3D printing occurs on a height-adjustable platform, on which a powder bed of 0.1 mm (gypsum-ceramics-based powder) is spread using a levelling roller. Using a print head, special liquid binder is applied that glues the powder particles into the shape of the programmed 3D object. Following this step, the platform is lowered, a new powder base is spread and another layer is printed.
This way, the powder beds are also glued together vertically, creating a three-dimensional object. This process continues until the wanted height of the printed object is reached. After the drying process, the loose powder, which serves as a support for printed objects with overhanging parts, is vacuumed.
The 3D model’s material and colour can also be improved by applying a resin (e.g. cyanoacrylate). The ZPrinter 650’s special feature is that a full-colour print is possible with five different binder colours: black, clear, cyan, magenta and yellow.
Name: ZCorporation ZPrinter 650
Max. build size: 254 x 381 x 203 mm
Build speed: 2 – 4 layers per min
Layer thickness: 0.089 – 0.102 mm
Resolution: 600 x 540 dpi
Material: gypsum-ceramics-based binder powder
Order processing: upon agreement
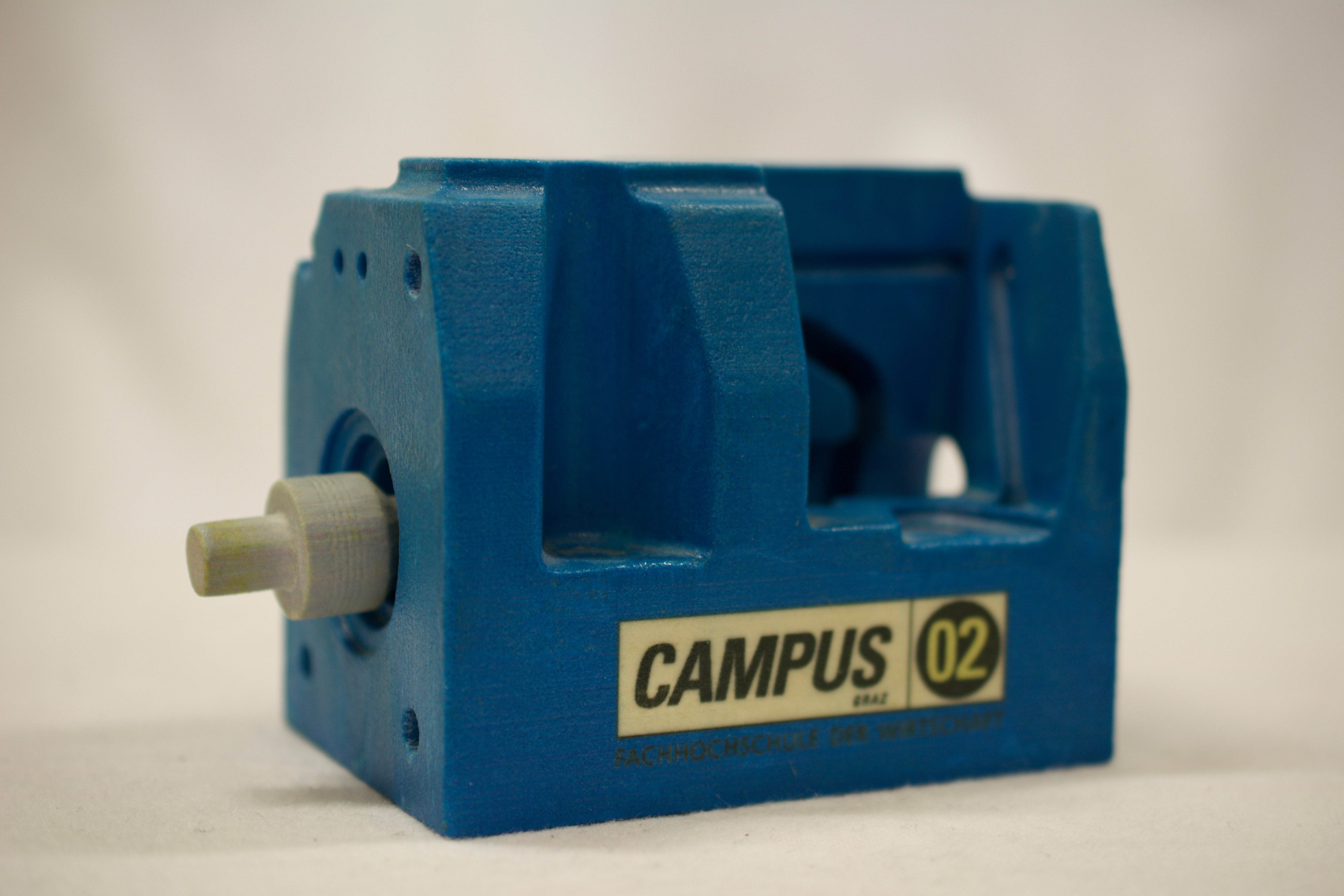
Fused Filament Fabrication (HAGE 3DP-A2 und MakerBot Replicator)
Another printing method used at CAMPUS 02 is also called fused deposition modelling (FDM) or fused layer modelling (FLM).
This method liquefies a wire-shaped, thermoplastic material by local heating. The material is spread with a liquefier extrusion print head that can move freely above the manufacturing platform, whereby a complex object is created layer by layer. After subsequent cooling, the material solidifies and the wanted model is ready. Printing overhanging parts, however, is only possible to a certain degree and with the help of supporting structures.
Manufacturer: HAGE Sondermaschinenbau GmbH & CoKG
Name: HAGE 3DP-A2
Max. build size: 620 x 400 x 290 mm
Printing bed: heated, 1000 W heating capacity
Printable materials: PLA, ABS, PVA, HIPS, Nylon, Laybrick, Laywood…
Layer thickness: 0,05 – 0,4 mm with a 0.5 mm nozzle
Manufacturer: MakerBot Industries
Name: MakerBot Replicator & MakerBot Replicator 2
Max. build size: 285 x 153 x 155 mm
Printing bed: heated
Printable materials: PLA (Polyactide)
Layer thickness: MR: 0,2 mm; MR2: 0,1 mm
Stereolithografie (Formlabs Form 2)
The SLA process uses a bath of UV-curable liquid plastic (e.g. synthetic resin or epoxy resin) into which a platform is submerged. Then, a re-coater blade sweeps across the vat to evenly distribute the resin. A laser beam, which is directed at the material by mirrors that move according to the programmed data, then draws across the surface to cure a thin layer of the specified area. Once the layer has solidified, the platform is lowered by an amount equal to the depth of one layer and the curing process is repeated to build another layer. By repeating these steps, a 3D model is created layer by layer. Since the cured resin is quite soft, additional structures are built in the process to support the object. Once the entire model is built, it is cured with UV light a last time and the supporting structures are removed. Due to the SLA’s high precision process, building fine structures and thin walls is possible.
Name: Formlabs Form 2
Build size: 145 × 145 × 175 mm
Layer thickness: 25, 50, 100 micrometres
Operating temperature: 35 °C
Laser-Cutter (Trotec Speedy 100)
The laser cutter at CAMPUS 02 uses a 60 Watt CO2 high-powered laser. Laser cutters are used to engrave and cut a variety of materials, such as wood and plastics, in a short amount of time and with high accuracy. The process is ideal for cutting complex outlines and is therefore an important tool for the rapid manufacturing of prototypes. The laser cutter is very versatile, ensures the ideal utilisation of the material, and depending on the material, produces thin cuts and edges with a high-quality surface finish.
Name: Trotec Speedy 100
Laser source power and type: 60 W CO2 laser
Max. build size: 600 x 300 x 170 mm
Resolution: up to 1000 dpi
Max. cutting thickness: strongly depends on material being cut (plywood approx. 10 mm)
Min. cutting thickness: 0.01 mm
3D-Scanner (GOM ATOS 2)
ATOS 2, manufactrued by GOM, is an optical digitaliser which can be used to quickly generate three dimensional readings in order to optimise construction processes.The system uses a projector which displays an exact stripe pattern onto the measurement object. Thereafter the stripe pattern is captured by two cameras according to the stereo camera concept. By repeating these measurements from different perspectives a complete three dimensional modell can be created. The touchless measurement process supports and accelerates many fields of application from prototyping and reverse engineering to quality testing and therefore improves industrial production sequences.
The sytem is used in numerous industry sectors to measure components and work pieces.
Galerie Rapid Prototyping